A process with excellent capability usually means there is a very small probability that the natural variation of the process will exceed the specification limits. Without getting into a detailed discussion, let’s assume you are calculating Ppk for this process. We will discuss Cpk and Ppk confusion at another time, but PQ Systems does a good job of explaining why we will be using Ppk for this discussion:
Estimated sigma and the related capability indices (Cp, Cpk, and Cr) are used to measure the potential capability of a system to meet customer needs. Use it when you want to analyze a system’s aptitude to perform.
Actual or calculated sigma (sigma of the individuals) and the related indices (Pp, Ppk, and Pr) are used to measure the performance of a system to meet customer needs. Use it when you want to measure a system’s actual process performance.
Most customers would like Ppk to be 1.33 or greater (4 sigma), where the probability of having a failure is
less than 1% (99.38% success), even with a process shift of 1.5 standard deviations. If you improve the process even further, you might even achieve 6 sigma, which would be a success rate of 99.99966%. This also depends on your industry, as some lower volume industries might accept a lower Ppk, while higher volume production may require Ppk greater than 2.0.
For the purpose of this article, let’s assume the process has been in place for some time (full rate production levels), not a discussion during design and development of a new process or product. In addition, even if your process has a 100% yield does not mean it has good capability. Therefore, a pass/fail step should switch from attribute to variable data collection if possible, so Ppk can eventually be calculated.
At some point, the chance of having a failure is so small, that the question comes up from management: “Why are we still testing or inspecting this characteristic, if it is unlikely to fail?”
Can the test or inspection be eliminated completely? Can we reduce it from 100% down to 50% or 25% or 10%? From a lean perspective, inspection and test are non-value added but necessary (avoiding problems from getting to the customer or further into the process), but perhaps these steps are not even necessary because the process is so good.
In most cases, the end customer will have some say in this matter, especially if they provide the requirements to you. By default, they will be highly resistant to any test or inspection removals. It adds risk to their processes, and they usually don’t see any benefit.
Given this resistance, what evidence is required to alleviate their concerns, and allow approval of a reduction or elimination in a test or inspection step?
We have not found any formal documentation on how to deal with this situation. If someone has some guidance (any industry), please let us know so we can share with our clients.
Here is our typical response when asked this question…
There are three areas to look at to prove test or inspection reduction to a customer: Stability, Capability and Risk Mitigation.
- Stability: Consistent process data results (no outliers and no trends or shifts on the control chart) that have been happening over a “long” period of time (varies by industry). Ppk calculations assume a stable process, so stability provides confidence that the calculation of Ppk will be maintained in the future. This also implies a sufficient sample size has been obtained, that clearly shows the underlying distribution of the data (normal, weibull, lognormal, etc).
- Capability: Good capability results (Ppk > 1.33 minimum, but preferably over 2.0, which equates to Six Sigma performance). Ppk calculation is also based upon an assumption of normality, so if that’s not valid, the Ppk results may be incorrect.
- Risk Mitigation: Clear documentation of how the process will not produce defects, shift, trend away from the average, or increase in variation in the future. Typically this involves evidence of mistake proofing, SPC knowledge, and operator training.
Even if there was some clearly defined process for making this decision, an agreement between customer and supplier will always be required. We recommend you have this discussion as early as possible before preparing a package, to make sure the customer will consider this option, and the amount of evidence is agreed upon ahead of time. There may be very high severity characteristics (safety critical or operation critical) that will be difficult to justify for sampling, even with high Ppk values, due to the severity of even one escape.
Example
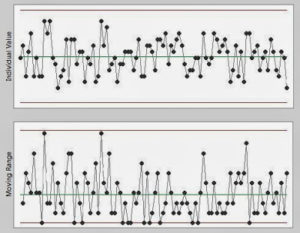
Let’s look at a generic example, and see how we compare against the three criteria. Let’s assume you have an inspection process that measures the gap between two parts. The gap is recorded into a database, and the results are tracked on an Individuals and Moving Range chart (SPC control chart).
Stable?
As you can see, there is no out of control conditions identified on either chart, so we feel confident that the process has been stable during the time period of this chart. Let’s assume this is a six month history of 100 data points.
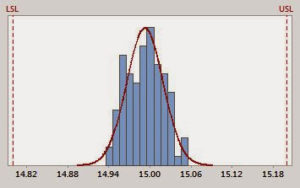
Capable?
Since we’ve already shown a stable process, we next check the normality of the data. The chart looks good, but technically it fails the normality test. However, this is due to the resolution of our data. If we go one more decimal point, the normality test passes. Therefore, our data is normally distributed.
Next, we look at the capability histogram compared to the customer requirements, and look at the Ppk calculation.
Clearly, the data falls well within the lower and upper specification (tolerance) limits of 15 +/- 0.20.
Ppk is calculated at 2.40, which is better than a six sigma process. There would be a very remote chance of a failure due to random chance. Therefore, the process is considered capable.
Risk Mitigation?
Now that we have capable and stable performance, we still need to give the customer confidence that we can maintain this performance into the future.
We recommend including the following information in your discussions and proposal:
- List of past defects and outliers, along with root cause corrective action that includes a mistake proofing device implemented to prevent recurrence.
- Operator and engineering records on SPC training classes completed.
- Documentation showing how the operator enters data, reviews charts for out of control conditions, and takes action when required.
- Updated PFMEA with a history of completed actions that reduced the highest RPN scores, and regular meeting minutes showing updates to the PFMEA with a cross-functional team.
- History of SPC charts on this process, to prove that the SPC charts are not brand new, and that the common and special cause variation has been improved over time.
- Operator training program, to show how new employees are properly trained and supervised with regular oversight until skill competency is proven.
- Good documentation and work instructions on the process (mainly pictures, clear explanations, cautions, color-coding, etc), to give confidence that a new operator would not produce defects.
- Key parameters that have been flowed to the supplier to help control variation on this measurement.
- History of a stable supply chain (no recent supplier changes or disruptions).
Not every single one of these will be required. Some customers might ask for more than this. However, the more you can complete and provide with your proposal, the higher the probability it will be approved. Want to improve your chances even more? Show the customer what cost savings you can provide to them by reducing or eliminating the step!
Most likely, the first request for elimination will be rejected by your customer, but hopefully they will agree to a reduced sampling plan (check every other part, instead of every one). After a few months of success, maybe every 4th or 10th part will be checked, until eventually the test or inspection is eliminated.
Conclusion
Without any clear industry documentation or guidance on how to reduce or eliminate inspection or test in your process, we hope this provides you with a starting point, to see if your process is eligible or not. The more evidence you can share with your customer regarding stability, capability and risk mitigation will increase the chance that they will agree to a reduction or elimination of a test or inspection step. Giving the customer a financial incentive to approve doesn’t hurt either…
What are your experiences with this? Have you been successful? Does your customer refuse to accept any evidence?