Lean Six Sigma Starter Kit

There is a lot of information about Lean and Six Sigma tools and techniques, but how do you setup a strong and sustainable improvement program? There are some roadmaps and guidance, but not many step by step approaches available.
Over the next few months, I’ll be enhancing this page with more details and links to help you implement in your organization.
Steps above in white are required, and those in grey are highly recommended.
Before any of this process begins, we first need to establish some interest in Lean and Six Sigma methodology. Often this is done through an overview training. We have an online course called “Lean Six Sigma and the Environment” that can give you some insights into this approach (focused on the environment of course). Executive and leadership training is also conducted, to ensure top level support.
STRATEGY
1. Vision and Purpose
- This has nothing to do with financials, which is typically the purpose of most companies (to make money). However, this is not inspirational or motivational to your customers or employees. A vision and purpose need to be viewed in the long-term. From this vision, we are able to align all decisions and improvement activities, so we don’t lose sight of the bigger picture.
- Here are some things to consider when clarifying your organization’s vision or purpose:
- Not financially focused
- Motivational
- Builds trust in customers and stakeholders
- Not something achievable in the short term
- Incorporates the ecosystem (aligns with nature)
- Should be difficult to measure
- The organization should discuss why they need a formal process improvement approach, and what problems they are trying to solve.
- Customer satisfaction? Inventory? Customer response time? Cash flow? Employee Retention?
- In The Toyota Way Fieldbook, they suggest using a matrix to define your vision. The four areas are:
- Internal People (Employees)
- External People (Community Partners and Suppliers)
- Internal Business (Processes and Improvement program)
- External Business (providing Customer Value)

- Gather information and feedback from these 4 different stakeholders and bring that back to your organization to review, interpret and digest. This is a huge effort and must not be skipped! Many organizations gloss over this, thinking “we know what our customers and stakeholders want already.” However, you will be surprised when you actually talk to them, observe them using your products and services, and review data about how you’re doing.
- This exercise will help you craft a vision statement that will be inspiring and motivating for employees, and help your customers understand why they should want to work with you in the future.
- Here is Toyota’s vision statement (as an example):
- “Toyota will lead the way to the future of mobility, enriching lives around the world with the safest and most responsible ways of moving people. Through our commitment to quality, constant innovation and respect for the planet, we aim to exceed expectations and be rewarded with a smile. We will meet our challenging goals by engaging the talent and passion of people, who believe there is always a better way.”
2. Philosophy
- Improvements can be made in a good or bad way. For example, you can reduce your healthcare costs at your organization by making employees pay a higher deductible (bad), or helping them receive more preventative care (good). Often the “bad” improvements are quicker and easier to implement, but damaging to customers, employees or the long term success of the organization. The “good” improvements take longer, but are better for customers, employees and the long term organization success. The philosophy is meant to ensure we are making “good” improvements.
- Here are some concepts that many companies have adopted, to set a framework for HOW the improvements will be conducted.
- Commit to no layoffs as a result of improvements
- Respect for people
- Collaboration across all departments
- Go to the “gemba“
- Employee-led improvements made by those who do the work, as they are the process experts
- All work should have standard work, and it must be followed, but it should be challenged and improved regularly
- Leadership sets up processes to make problems visible quickly, then empower workers to solve the problems quickly at the source
- Make decisions based on data, not intuition or guessing
- All employees can be problem solvers (regardless of education level) if given proper coaching, training, reinforcement and psychological safety.
- Coaching and mentoring from management by asking questions through humble inquiry, not telling workers what to do and how to improve
- Ensure all workers and management understand how their activities align and support the mission and vision of the organization
- Allow time for workers daily or weekly to improve their processes (work on the process, not in the process)
- Problems are not viewed negatively, but instead opportunities to improve. Establish a “problems first” culture
- Failure should be welcomed, it is a chance for workers to learn from their experiments and ideas
- Make decisions based on long term results that optimize the overall system for the customer (systems thinking), not short term results for isolated processes (eliminate sub optimization)
- Look for low cost and simple solutions first, not capital or expensive solutions
- Work smarter, not harder or faster
- Keep it simple
- Visualize and track your work to quickly find problems
- Reinvest your improvements back into the people and processes
- Make decisions based on the triple bottom line: Good for the organization (profit), the workers and local community (people), and the environment (planet)
- As much as possible, try and capture the data around time, quality, cost and satisfaction improvement results, and share with others
- You will be leading this effort and learning how to do this, the consultant is here to guide you, not do it for you
- Each organization should create their own list, but you can use the list above as a starting point.
3. Scope
- You cannot solve all your organizational issues at once. We suggest picking a specific product or service you offer to your customers or stakeholders, and focusing all your initial effort on it.
- Pick an area that has one or more of the following: large backlogs and inventory impacting the customer, lots of observed opportunities, requires the most labor and resources, has the most customer complaints, highest employee turnover, most overtime, or requires the most management attention.
- To determine potential improvement areas, ask the team what challenges they have in their current work (unfulfilled open positions, customer complaints, lots of overtime, safety issues, etc), or what upcoming changes will be impacting their work in the near future (new system, spikes in demand, seasonal fluctuations, employee retirements, etc)
- If you want to get more technical, you can define the criteria for selecting the area, and rank each product or service against these criteria using a prioritization matrix (10 min video)
- This will be the “showcase” area. We recommend all of your effort goes into a full transformation and improvement, so that it can be a model for others to replicate. You will have limited resources in process improvement (employees and consultants), so it’s best to focus them on one area only.
- The showcase area will need additional resources and help to be able to work on the improvements, conduct kaizen improvement events, and may require some funding for training and consulting.
- This may seem like it is going very slow in the beginning, but you are building credibility in the program, proving it works in your organization and industry, and making sure it is a success. When others in your organization see the success, they will be motivated to repeat the results in their area, and resources from that showcase can be sent out to help them, and the deployment will scale very quickly.
- We are suggesting you go slow initially, in order to go faster in the long term.
4. Logistics
- A plan needs to be developed to determine how the showcase area will be successful. Consider the following tasks and schedule:
- Overview training plan for showcase area (who, what, when, how, etc)
- Deployment plan (1st showcase area, then 2nd, 3rd, etc), along with when to get started.
- Identify the Process improvement leader who will be responsible for the success of the program. Preferably it should be the leader of the organization (President, Executive Director, CEO, etc).
- Stabilize the management system, and setup recurring reviews and cadence for checking progress in showcase area. We suggest:
- Weekly meetings with the process owner in the area and the improvement team
- Monthly meetings with leadership in that area
- Quarterly meetings and reviews with senior leadership and sponsors of the initiative (hopefully top leadership in the organization)
- Annual sharing of success stories with the rest of the organization (annual report, conference and tours, “all hands” meeting, stakeholder report, etc)
- Select the key personnel that will be getting advanced training and will become the improvement experts in the organization.
- It is preferred to have some dedicated resources to this effort, as part-time staff will find it hard to do another job and focus on implementing a large program. External consultants (like BPI) can be used to assist your existing resources, but cannot replace the day-to-day activities required to build the infrastructure.
5. Training
- Finally, we get to the actual training of Lean and Six Sigma tools and techniques. At this stage, we start simple with the most useful and effective techniques:
- Lean principles
- 8 forms of wastes and W.A.S.T.E. Walks
- 5S workplace organization
- PDCA
- Coaching and Improvement Kata
- Daily Huddles
- Error proofing (poka-yoke)
- Check sheets
- Pareto charts
- Process maps and spaghetti diagrams
- 2 Second Lean (sharing successes through video)
- Behavior change
- To maximize the engagement and success of the training, we recommend a train-the-trainer approach, where each manager is trained on how to teach these concepts to their employees, instead of taught by an improvement expert.
- Start by teaching the 8 forms of wastes through gemba walks, and 2 Second Lean to encourage daily improvements. Support this effort with criteria and boundaries for making changes, such as safety, legal and industry restrictions and regulations, capital investment, pushing problems to other departments, etc. We have a White Belt training we can share with you if interested.
- This training can be provided to all employees, not just those in the showcase area. This will build a foundation and culture of improvement while the showcase area is being transformed, and there will be some great success stories that come from the use of these simple tools and approaches.
- At the end of this phase, your organization should have an excellent strategy with deployment goals for short term (1st year), and the long term plan (2-5 years), with a flexibility mindset to change as we progress based on results and progress.
6. Catch Ball (Hoshin Kanri)
- Catchball ensures that there is alignment, prioritization and buy-in on the key leadership goals and objectives in the organization. The principles of Lean and Six Sigma will make this discussion more relevant, which is why it comes after the training. At this stage, we will only be focused on the showcase area, but eventually you will want this completed for the entire organization.
- Later on, I will discuss how these strategic initiatives are critical for identifying and aligning the improvement efforts across the organization, in order to avoid sub optimization or conflicting goals with other departments.
- Learn more about Hoshin Kanri and the X Matrix
- I’m also a fan of the Agile Strategy Execution from Impruver, which you can learn about in the video below…
SETUP
7. Huddles (Daily Management System)
The structure for getting a cross-functional team (4-8 people) together on a regular basis to focus on the customer needs. This includes a review of the most recent performance, identification of problems, and assigning of action items for quick resolution.
Ensure daily meetings meet the following criteria:
- No longer than 15 minutes (10 mins or less ideal)
- Standing only, no sitting (no ensure it is concise)
- Next to the work area (gemba)
- Held at the start of each work shift
- Focused around a visual whiteboard or digital dashboard designed by the workers
- Defined content and agenda (shown on board)
- Meeting led by different team members every week
Typical agendas include:
- Aligning resources from absences or other issues
- Discussion on metrics from previous day (SQDC)
- Risks (safety and hazards)
- Upcoming events, celebrations and activities
- Projects and Future Work (cross training)
- Communications and company announcements
Here is a good example:
Consider establishing 3 levels of daily huddle (accountability) meetings:
- Front line workers lead by Team Leader
- Team Leader lead by Supervisor
- Supervisor lead by Value Stream Manager (who owns the overall process)
- Value Stream Manager lead by Executives
To get started, focus on important issues for workers, such as safety or problems that are frustrating for them.
The meetings are not meant to solve the more challenging problems, instead it is meant to escalate the problems that need attention. Problem solving should happen at another time.
However, don’t wait until the daily huddles to raise up problems and get them addressed. One key to improvement is the ability for workers to “stop the line” and halt the process when they see a problem or are unsure what to do. When workers are not afraid to stop the process, you’ve created a strong culture of “problems first.” One tool used to escalate problems is an andon, a visual and/or audible communication system that notifies everyone when support or attention is needed. This can be triggered automatically or manually by a machine or person.

Three types of andon systems:
- Cord
- Light
- Flag
Each of these visuals should be supplemented with an audible signal to ensure everyone notices the signal.
Stopping the process will also put pressure on the process, which should make it a priority for the support team to quickly come investigate and figure out why it’s happening (with the involvement of the worker). The goal is to get the process up and running again by containing the problem, and the support team or the workers can look into the root causes of the issue after the process has been restarted.
It is recommended to dedicate about 1-2 hours per week where this team can work on the problems using the 7 quality tools, called Quality Circles. Training should be provided to the team on how to use these tools, and a coach should assist them in their first few problems solving efforts, until they are comfortable working on their own.
To make these meetings successful and to ensure the teams are working on the most important problems, you must have a “problems first” culture, where workers have “psychological safety” in bringing up problems without fear of repercussions or getting in trouble.
Once the workers feel safe bringing up the problems, workers and management agree on which problems are most important, and the workers know how to methodically solve problems using basic improvement tools, then the team is set up for success.
For many problems, the solutions may be known and easy to resolve. However, when the problem isn’t clear or obvious, they need to follow a more structured problem solving process, such as DMAIC, PDCA/PDSA, 8D or another popular approach.
You can track and communicate your progress using an A3, a one-page summary document of your problem solving efforts. There should be multiple A3’s going on within your team at any one time.
Not every problem should require an A3. For simple problems with easy to determine countermeasures and solutions, using the PDCA approach is sufficient.
For recurring problems that are more challenging and will likely take weeks or months to resolve, an A3 should be used to provide a structure for the efforts and to communicate progress.
In addition, top leadership should also use A3’s to track strategic plans and initiatives identified in the X matrix, which can take months or years to implement.
Another way of looking at the different types and sizes of problems is the analogy of pebbles, rocks and sand.
For our purposes, let’s assume the sand is the daily problem solving (using a structured process like PDCA) that all employees should be doing. The pebbles would be A3 projects that are more challenging, and the rocks would be the strategic initiatives to move the organization in the correct direction.
Like in the video, the sand will always fill up our time, but there’s no room left for priorities or focus, so improvements will be disconnected, conflicting and not fully supported. You must start with the rocks first (strategic initiative), so we can align the rest of the organization to focus on the right A3’s and PDCA improvements.
If you don’t have the strategic initiatives defined yet, then you’ll have to start with the priorities for a specific value stream (product or service), or possibly department level goals. This is not ideal, as it may lead to sub optimization in the short term. By showing successes in these smaller efforts, we hope to gain senior leadership attention and help drive the need for Hoshin Kanri (X matrix).
Make sure you capture all benefits of improvement efforts, especially those with a financial impact (the language of management). It can be more complicated than you think, as discussed in this video we created about “Calculating Financial Benefits For Improvement Projects.” There are many more benefits than financial impact, so don’t forget about customer satisfaction, employee engagement and community impact.
8. Challenge Board
Let’s move back to the specific improvement areas. To keep your team focused, you should identify one important challenge or metric that you’re trying to improve, of which most of the A3’s should be focused on. Otherwise, you can spread your efforts too thin.
This Challenge Board focuses on a key problem in our work area, and through a series of experiments, we can quickly try out incremental solutions to determine whether they work or not, and make adjustments.

Within the board is a section called “Experimenting Record” which tracks your activity and results. Reflection is made after each change, and is the basis for future changes. This approach (called “Coaching and Improvement Kata”) works great when the problem is manageable, and not overly complex.
For more information on Challenge Boards and Experimenting Records, see Mike Rother’s Kata website.
See the section called “Projects” for dealing with complex or large scale improvements.

9. Communications Board
- A whiteboard or visual display that makes it easy to see if the process is meeting customer needs on a frequent basis (as the work progresses) to assist management with problem identification and quick resolution. This board can contain information like key metrics, list of team members, recent achievements, announcements, safety risks, quality alerts, action items, etc. The board needs to be useful for the workers, or it won’t be updated or used properly.
- The Challenge Board should also be communicated with the team. It may be on the same board as the other metrics, or it might be easier to have another board nearby, such as what we observed at The Vancouver Clinic. It should be accessible to the workers, so they can see the progress being made, and provide input and contribute towards the outcome.
10. Standard Work
- The use of Standard Operating Procedures (SOP), Checklists, Videos, and other techniques to capture and train workers on the best method to complete tasks (until a better method is found).
- This also includes Leader Standard Work, a series of checklist items and reminders to help reinforce that the agreed-upon standard work is being followed, and to follow-up with process changes to help build discipline into the process.
- How much standard work is needed? Depends on the job. Here are the typical amount of time each week that should be defined and standardized (derived from Creating a Lean Culture by David Mann)
- Value-added front line worker = 90+%
- Team leader (working leader) = 75-80%
- Supervisor (non-working leader) = 50%
- Value Stream leader (manager) = 25%
- Executives and C-Suite (top leadership) = 10%
PROCESS
11. Metrics
- Coming soon!
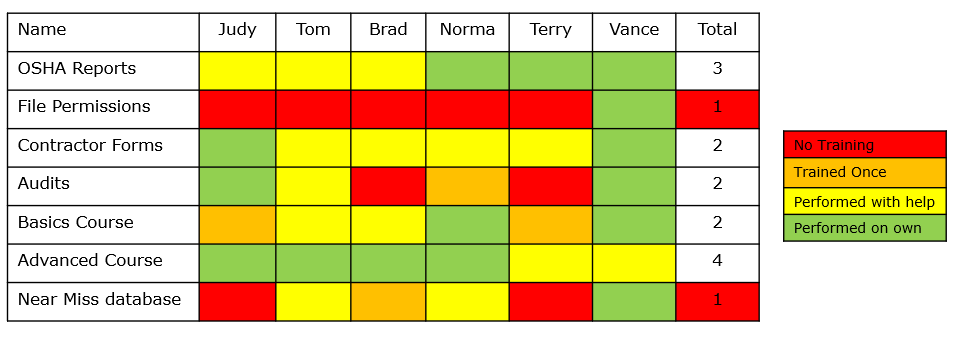
12. Cross Training Matrix
- In order to align your customer demand with your staffing levels, you will need to cross-train your staff, so they can adjust their work and support other workers to keep the customers happy. Learn more about a cross-training matrix, or download a free template.
13. Risk
- Often times we get too wrapped up in current problems that we overlook potential problems that haven’t happened yet. We must have a process to routinely identify, prioritize and actively work on risks. Before performing a full FMEA, make sure you read this article about more efficient approaches to save you time.
- We suggest reviewing your risk actions or risk register quarterly at a minimum with all process owners and stakeholders. New risks should be added, past risks should be re-assessed, and a new prioritized list should be generated. Examples of risk include:
- Cross-training an experienced worker in case they leave the company
- Ordering backup parts for a critical piece of equipment
- Finding an alternative supplier for a critical part
- Setting up a backup system for key databases
- Making improvements to the process to prevent errors, mistakes, or accidents
14. Advanced Training
- As problems become more difficult, additional training is provided to solve these challenges. We assist you in learning tools covered in advanced Lean courses, or Six Sigma Green and Black Belt classes. Tools such as SMED, OEE, Takt Time, Standardized Work, Heijunka, Capability Analysis, Gage R&R, Measurement System Analysis (MSA), Regression, ANOVA, Nonparametric analysis, Advanced SPC, Design of Experiments (DOE) and many more.
15. Projects
- We help you conduct Six Sigma Green or Black Belt Projects on key, critical or difficult problems with unknown solutions to increase the chance of project success.
- For consumption, quality improvement and variation reduction projects, we follow the structured DMAIC roadmap, and include the following tools: Project Charter, Inputs Process Outputs, Prioritization Matrix, FMEA, Gage R&R, Statistical Process Control (SPC), Capability Analysis, Graphical analysis, AI programs (Copilot, ChatGPT), SigmaXL, Minitab or JMP software, ANOVA, Regression, Hypothesis testing, Design of Experiments (DOE), Error proofing, Paynter Chart, Control plan, and project report.
- Learn more about online Lean Six Sigma training courses
- Another project approach is a lean transformation, where we focus on a key process area, and through a series of kaizen events, we reduce inventory, run smaller batches, improve the layout, reduce barriers to flow and reduce delays in turn around time. This is done following the 5 lean principles of value, value stream, flow, pull and perfection, also within the same DMAIC framework. Tools include: SMED (setup reduction), kanban/supermarkets, heijunka and level loading, standard work combination sheets, lean startup, and daily management system.
- We execute this through a series of kaizens in key areas, implementing 5S, flow, cellular layout, error proofing, daily huddles, and visual management. After a series of improvements, we might step back and look at the Value Stream Map approach to identify the larger problems or constraints in the overall system. This will focus some of the kaizen events in the right area, after the fundamentals are in place in each individual area.
- Change Management and Behavior Change
- When improvements are implemented, we have to engage those who will be impacted by the improvement in order for the changes to last. Even with the best data, you have to get the front-line workers to agree to the change. The Influencer model is a great approach, where you can select at least 4 of the 6 elements to make behavior change last.
- Another approach is to set up a system to make changes last. Author Adam Lawrence recommends 8 key areas (called the Wheel of Sustainability).

- Looking for project ideas? Check out our list of examples
- Too many projects to take on now? It’s better to do fewer projects but have success with them, then take on too many and get frustrated and overwhelmed. Consider starting a Project Hopper with ranked selection criteria to collect up the other great projects that you can review and assess on a quarterly basis.
Improvements will start taking place as early as the first Training class, but the majority of improvements will occur when Huddles are established, and Standard Work is implemented. The largest improvements will occur in the Challenge and Projects steps.
Already have these items in place? Excellent! Let’s chat about expanding the program, assigning resources to different departments and divisions, creating networking groups, developing a strong mentoring and certification program, working outside your organization within the community, and more!
