Zero defects does not mean the problem is solved
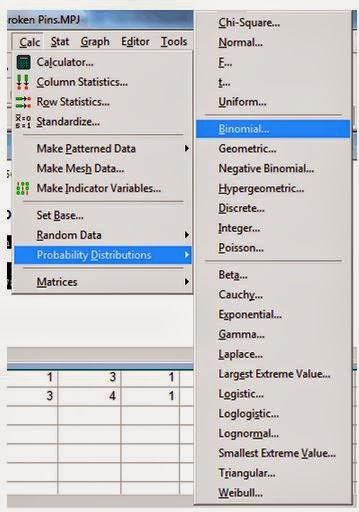
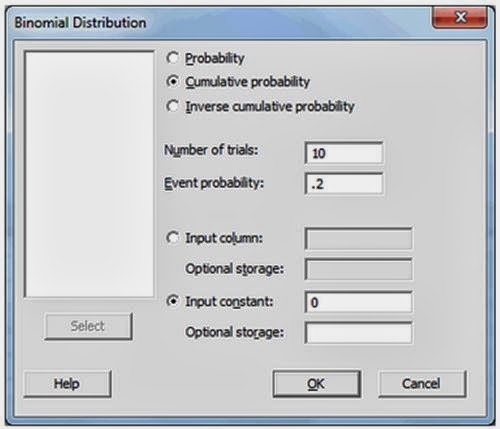
Let’s say the failure rate is 20%, so enter 0.2 for Event Probability and 10 for # of trials, with a input constant = zero (number of failures)
Binomial with n = 10 and p = 0.2
x P( X <= x )0 0.107374
This output means that there is only a 10-11% chance of seeing zero failures in 10 samples, if we still have a failure rate of 20%. We ideally would like to see less than 5% chance.
If the failure rate is higher at 50%, then the chance of seeing zero failures would be much lower (since it’s pretty likely to have a failure show up under normal conditions).
Binomial with n = 10 and p = 0.5
x P( X <= x )
0 0.0009766
If the failure rate is only 10%, then the chance of seeing zero failures would be higher (since it’s less likely to have a failure under normal conditions)
Binomial with n = 10 and p = 0.1
x P( X <= x )
0 0.348678
34% is too high of a risk to conclude that the problem went away. If you get a probability less than 5% (such as with a failure rate of 50%), then you can conclude that the problem likely has gone away. If greater than 5% (such as with failure rate of 10% or 20%), then we don’t have enough samples to “claim victory”. We would need to collect more samples. You can keep adding trials to Minitab until it gives you a sample size that shows a probability less than 5% (less than 0.05).
In this example, with 10 samples and zero failures observed, the original failure rate should have been at least 25% before the problem was fixed, in order to statistically say that the problem has been resolved. If your previous failure rate was less than that (say 15%), then you will need more samples (trials) before you can feel confident the problem has been resolved.
Minitab has another method for figuring out the correct sample size and confidence. We will cover that in a later discussion (or email us if you need help).
- Probability of zero defects with 10% failure rate = (0.9 * 0.9 * 0.9 * 0.9 * 0.9 * 0.9 * 0.9 * 0.9 * 0.9 * 0.9) = 0.3486
- Probability of zero defects with 20% failure rate = (0.8 * 0.8 * 0.8 * 0.8 * 0.8 * 0.8 * 0.8 * 0.8 * 0.8 * 0.8) = 0.1073


